工艺化学
工艺化学是开发与优化合成方案和工业生产流程的药物化学分支,用于制造药物开发阶段所需要的化合物。其研究重点与主要负责在药物研究早期阶段中设计并较小规模地合成分子的药物化学有所区别。
一般来说,药物化学家主要专注于利用便于调节的化学构件中快速合成大量化合物(通常用于SAR研究)。而药物发现化学中使用的反应库一般较小(例如,Buchwald-Hartwig 胺化、Suzuki 偶联和还原胺化等常见的反应)。 [1]工艺化学家的任务则是确定一种安全、成本低、劳动效率高、符合绿色化学理念、可重复性强,并综合其他因素优化充分设计的化学工艺。通常,在寻找最短、最有效的合成路线时,工艺化学家必须设计创造性的合成解决方案,以减少高成本的官能团操作和氧化还原步骤。
本文只关注与小分子药物生产相关的化学和制造过程。生物医疗产品(通常称为“生物制剂”)的制造过程超出了本文的讨论范围。此外,与化工(例如传热和反应器设计)和药物配方相关的许多复杂因素在本文中仅作粗略介绍。
工艺化学中的考虑因素
成本效率在工艺化学中至关重要,是考虑试验工厂合成路线的重点。在配制之前制造的药物物质通常被称为活性药物成分(API)。API生产成本可分为两部分:“材料成本”和“转换成本”。 [2]合成过程的生态和环境影响也应通过适当的度量进行评估。
理想的工艺化学路线应当高度符合这些指标,但在实际上往往不可避免地需要权衡取舍。大多数大型制药部门都设计了用于比较合成路线之间优劣的加权定量方案。由于成本是主要驱动因素,因此材料成本和体积时间产出通常占很大权重。
材料成本
材料成本是从外部供应商处采购的所有原材料、中间体、试剂、溶剂和催化剂的成本总和。
转换成本
转换成本是该过程在材料和时间方面的整体效率及其再现性的一个因素。化学过程的效率可以通过其原子经济性、产量、体积时间输出和环境因素(E-factor)来量化,其再现性可以通过质量服务水平(QSL)和过程卓越指数(PEI)来评估。

原子经济性
反应的原子经济性定义为结合到最终产品中的起始材料的原子数。原子经济可以看作给定合成路线“效率”的指标。 [3]

例如,Claisen 重排和Diels-Alder 环加成的原子经济性为100%,而原型Wittig 反应的原子经济性特别差(在所示示例中仅为20%)。
工艺合成路线的设计应使整个合成方案的原子经济性达到最高。因此,在合成路线设计中应尽可能避免使用“昂贵”的试剂,例如保护基团和高分子量离去基团。API合成的原子经济性值的理想范围在70%~90%,但是对于某些较为复杂的目标分子,可能难以达到这样的要求。然而,原子经济性是比较合成同一分子的两条路线优劣的重要指标。
产率
产率定义为化学反应中获得的产物的量。产量是否可接受完全取决于产品的重要性或是否有技术能够使其发挥效用。定量指的是接近100%的产率,而高产率往往指高于90%的产率。 [4]
![{\displaystyle {\begin{array}{|r|r|r|}\hline &{\text{Illustrative Example}}&{\text{Overall Yield}}\\\hline \color {BrickRed}{\text{Linear Synthesis}}&{\ce {A ->[85\%] B ->[85\%] C ->[85\%] Product}}&\color {BrickRed}{61.4\%}\\\hline \color {PineGreen}{\text{Convergent Synthesis}}&\left.{\begin{matrix}{\ce {A ->[85\%] B}}\\{\ce {D ->[85\%] E}}\end{matrix}}\quad \right\}{\ce {-> Product}}&\color {PineGreen}{72.3\%}\\\hline \end{array}}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/6c5c7dc7065f27073d01f8a57db8d194f4baae1c "An illustrative example of convergent synthesis")
在工艺路线的设计中可以采用几种策略来提高药物产品的产率。首先是收敛性合成策略。假设每个合成步骤的收率都非常好,在后期组合几个相互独立制备的关键中间体可以最大化多步反应的总收率。
另一种提高产率(以及时间效率)的策略是一锅合成法。这种方法是在一个反应器中使反应物连续进行多步反应,通常通过简单地将试剂依次添加到反应器中。这样可以避免在后处理过程中冗长的分离过程和中间体化合物的纯化过程,从而节省时间与资源并且提高产率。
为了最大限度地降低总成本,涉及昂贵试剂、溶剂或催化剂的合成步骤应尽可能晚地引入到合成路线中,以最大限度地减少试剂用量。
在试验工厂或制造工厂环境中,产率对API合成的材料成本有重大影响,因此规划稳健路线与微调反应条件至关重要。选择合成路线后,工艺化学家将对每个步骤进行详尽的优化,以最大限度地提高总产量。低产率通常表明形成了不需要的副产物,需要在反应监控过程与反应器清洁过程中注意。
体积-时间输出
体积-时间输出(VTO)代表特定过程或API合成的化学反应器占用成本。高VTO表明特定合成步骤在用于给定输出的“反应器小时数”方面成本很高。从数学上讲,特定过程的VTO是通过占用的所有反应器的总体积(m3)乘以每批次的小时数除以该批次的API或中间体的输出(kg)得到的。
![{\displaystyle {\text{VTO}}={\frac {{\text{nominal volume of all reactors}}[{\ce {m}}^{3}]*{\text{time per batch}}[{\ce {h}}]}{{\text{output per step}}[{\ce {kg}}]}}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/c8000cea021078e77a3d9451f1684f2e176fa832)
例如,勃林格殷格翰的工艺化学小组针对任何给定的合成步骤或化学过程的目标是VTO小于1。
此外,考虑了特定反应器的运营成本和可用容量后,可以从 VTO计算API合成的原始转化成本。通常,对于大批量的API,建立专门工厂比使用试验工厂更加经济。
环境因子 (e-factor) 和过程质量强度 (PMI)
这两项指标可以体现合成反应对环境影响,旨在衡量制造过程中废物处理的显着且不断上升的成本。整个 API 工艺的环境因子是通过合成方案中产生的废物总质量与分离产品质量的比率来计算的。

与此类似,过程质量强度 (PMI) 计算原料总质量与分离产品质量的比率。

计算这两个指标时,需要计入合成中使用的所有材料,包括反应和后处理溶剂、试剂和催化剂等。考虑了与外包中间体或通用试剂合成相关的废物时,可能会出现环境因子或 PMI 计算的不一致。在此计算中忽略了产生的废物对环境的影响。环境商 (EQ)则考虑了这一因素,它由环境因子乘以与各种废物流相关的“不友好商”得出。单个合成步骤的环境因子或 PMI 的合理目标一般在10~40。
质量服务水平 (QSL)
最后两个“转化成本因素”考虑的是给定反应或API合成路线的可重复性。质量服务水平 (QSL) 是对分离的中间体或最终API质量可重复性的衡量。本质上,QSL的计算涉及质量满意的批次与总批次数的比率。合理的QSL目标值一般是 98%-100%。
过程卓越指数 (PEI)
与QSL一样,过程卓越指数 (PEI) 也是衡量过程再现性的指标。然而,在这里,程序的稳健性是根据各种操作的产量和周期时间来评估的。PEI产量定义如下:

实际上,如果一个过程产率高,并且产率结果的分布范围窄,那么PEI应该非常高。重现性差的过程可能是因为吸出率较高或平均产量较低,从而降低了PEI产量。
类似地,PEI循环时间可以定义如下:

这个表达式中以上项被取倒,以反映周期时间的优劣性。如果这些操作在制造工厂环境中是速度受限的,则关键过程(例如反应、离心或干燥)循环时间的可重复性可能至关重要。如果一个分离步骤特别困难或缓慢,它可能成为API合成的瓶颈,在这种情况下,该操作的重现性和优化至关重要。
对于API制造过程,所有PEI指标(产量和周期时间)的目标一般都在98%-100%。
生态尺度影响指标
2006 年,范阿肯等人[5]开发了一个定量框架来评估化学过程的安全性和生态影响,此外,该定量框架还加入了对实际情况和经济因素的一定考虑,但权重较小。后人通过添加、减小、调整各种指标的权重来修改这个指标。除其他因素外,生态尺度影响指标还考虑了所用试剂的毒性、可燃性和爆炸稳定性、任何非标准或潜在危险的反应条件(例如,高压或惰性气氛)以及反应温度。一些生态尺度影响指标与之前考虑的标准(例如环境因子)有所重复。
综合案例研究
勃林格殷格翰 HCV 蛋白酶抑制剂 (BI 201302)
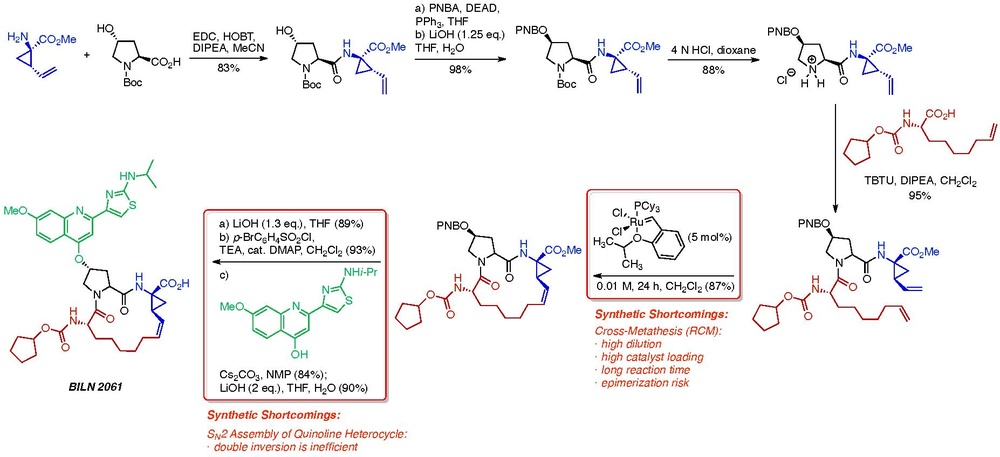
大环合成是工艺化学家经常面临的挑战。该领域有一个富有意义的案例:用于治疗丙型肝炎的新型NS3蛋白酶抑制剂的合成。[6]勃林格殷格翰的工艺化学团队当时的任务是开发一种更便宜、更有效的方法来制备活性NS3抑制剂BI 201302与BILN 2061的类似物。BILN 2061的放大化合成路线在最初时存在两个重大缺陷(如下图所示)。[7]大环化步骤对交叉复分解反应存在四个固有挑战:
- 通常需要高度稀释以防止二烯原料发生聚合。然而,在试验工厂环境中,高度稀释导致反应的产量低、溶剂成本高、废物处理成本高。
- 烯烃的关环复分解需要高催化剂负载量。由于该案例所使用的钌催化剂(第一代Hoveyda 催化剂)成本很高,因此高催化剂负载量在经济上不可行。催化剂的再循环虽然也有探索,但实验证明并不可行。
- 由于所选催化剂在反应动力学上较缓慢,该反应需要较长的反应时间。理论上,这种限制可以通过使用活性更强的催化剂来克服。然而,虽然第二代 Hoveyda 和 Grubbs 催化剂在动力学上比第一代催化剂活性高,但使用这些催化剂时反应生成了大量聚合产物。
- 交叉复分解反应条件下存在差向异构风险。勃林格殷格翰的工艺化学团队进行了广泛的机理研究。研究表明,差向异构化很可能通过钌环戊烯中间体发生。[8]与Grubbs 催化剂相比,该方案中使用的 Hoveyda 催化剂造成差向异构化的风险更小。
对交叉复分解反应的分析表明,无环前体的构象对聚合物形成有重要影响。勃林格殷格翰的化学家将C-4酰胺氮用Boc保护,把合成的起始部分由乙烯基环丙烷部分改为壬烯酸部分,提高了分子内反应的速率并降低了差向异构化的风险。此外,该反应所使用的催化剂从昂贵的第一代Hoveyda催化剂换为了更具反应性、更便宜的Grela催化剂。[9]改进后,竞争性聚合反应的速率显著降低,使得合成能够在0.1-0.2 M 的常规浓度下进行。
此外,该工艺化学团队还设计了一种SNAr策略来连接喹啉杂环。改进后,羟脯氨酸部分的C-4位置的立体化学无需发生改变,避免了双重SN2带来的产率损失。 [10]
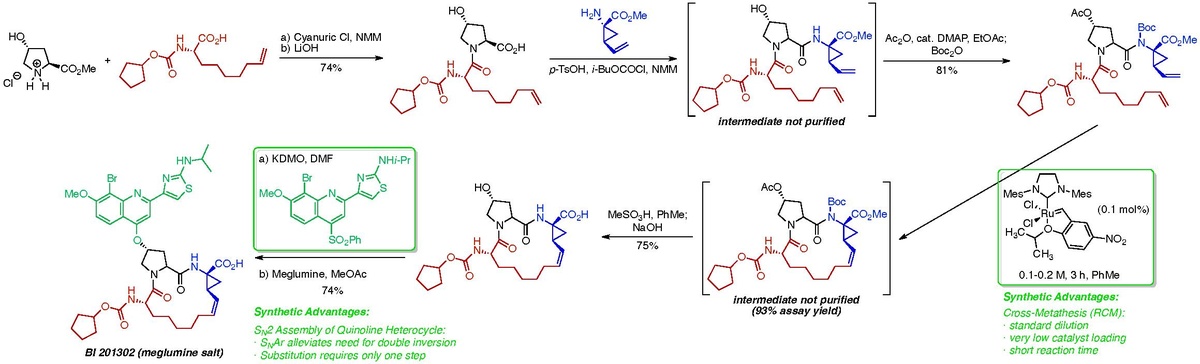
就VTO角度而言,在0.01 M 二烯浓度下使用Grela 催化剂按照未优化的方案进行交叉复分解反应,完成反应与48小时的后处理过程后,反应的最后产率为82%。对于未优化的反应,填充至80%容量的6立方米反应器可合成35千克所需的产品,因此可以计算得VTO:

这个 VTO 值过高,在实际上代价极大,难以实现。由于其预计年需求量很大,在使用该 API 启动 III 期试验之前,就需要对专用工厂进行大量投资。但是优化后的反应能够在 0.2 M 的二烯浓度下仅1小时(还需要12小时的后处理和反应器清洁时间)得到93%的产率。改进后,填充至 80% 容量的 6 立方米反应器可合成799公斤所需的产品,计算得 VTO:

经过优化后,这一合成步骤在设备和时间方面的成本显著降低,并且更适合在标准制造设施中执行,无需对专用工厂进行巨额投资。
附加主题
生物催化和酶工程
现在,制药工艺化学家高度依赖酶促反应来生产用于合成 API 的重要手性片段。目前已筛选了可多种用于工艺药物化学的酶。应用最广泛的是酮还原酶和转氨酶,但也有个别水解酶、醛缩酶、氧化酶、酯酶和脱卤酶等的例子。[11]
现在,生物催化在工艺化学中最突出的用途之一是合成Januvia®。Januvia®是默克公司开发的一种DPP-4抑制剂,可以用于治疗II 型糖尿病。传统工艺合成路线后期需要先合成烯胺,再在铑催化下不对称氢化得到 API 西格列汀。然而,该工艺存在诸多限制:需要在高压氢气环境下进行反应、过渡金属催化剂成本高、碳处理工艺难以去除微量催化剂,并且立体选择性不足,在最终成盐之前需要重结晶。 [12] [13] 默克的工艺化学部门与中型生物催化公司Codexis签约,让Codexis为合成的最后一步开发可以大规模生产的生物催化还原胺化过程。Codexis对节杆菌进行了11轮定向进化,利用得到的细菌合成工程转氨酶。该工程转氨酶包含27个单独的点突变,活性比亲本酶高四个数量级。此外,该酶经过精心设计,可处理高浓度底物(100 g/L),并且对有机溶剂、试剂和转氨基反应的副产物耐受性良好。这种生物催化路线成功地避免了化学催化加氢路线的局限性:避免了高压反应、避免了碳处理去除过量催化剂的过程,避免了因对映选择性不足而需要对产物进行重结晶。默克和Codexis因开发这条生物催化合成Januvia®的路线在2010年荣获“总统绿色化学挑战奖”。[14]
连续流制造
近年来,用于小规模化学合成的连续流反应器的开发和优化取得了很大进展(麻省理工学院的Jamison Group (页面存档备份,存于互联网档案馆)和剑桥大学的Ley Group (页面存档备份,存于互联网档案馆)等在该领域处于领先地位)。对于某些反应,连续流在安全性、质量和产量方面可能具有明显的优势,然而这项技术在大规模合成中应用得很慢。
礼来公司的工艺化学组开发了一个纯连续流过程,利用不对称氢化得到合成LY500307需要经历的关键中间体[15]。在这一关键合成步骤中,手性铑催化剂对映选择性地还原了四取代烯烃。然而,要将催化剂负载量降低到商用水平,需要加以高达70个大气压的氢气分压。标准化学反应器的压力限制约为10个大气压,而适用于100个大气压的高压间歇式反应器则需要高额投资。对于处于化学开发初期的原料药而言,这样的投资显然具有很大的风险。
另一个问题是加氢产物的共晶点不利,因此不可能通过传统的分批合成工艺分离出超过94% ee的粗中间体。由于这一限制,制备LY500307的工艺化学路线必然涉及氢化后的动力学控制结晶步骤,以便将倒数第二个中间体的对映纯度提高到>99% ee。 Eli Lilly的工艺化学团队成功地开发了一种包括反应、后处理和动力学控制结晶模块在内的完全连续流工艺来生产倒数第二个中间体。连续流反应器的高压管既可用于氢化,又可用于其他高压反应。由于不需要分批合成反应器的顶部空间,使用连续工艺反应器可以避免许多高压反应相关隐患。此外,专为产品可扩展、连续、动力学控制结晶而设计的两级混合悬浮混合产物去除(MSMPR)模块可以以>99% ee进行分离,无需额外重结晶。
该连续流工艺生产144 kg关键中间体的产率为86%,接近分批合成工艺的90%产率。这个试验规模的73 L流动反应器仅占用不到 0.5 m3空间,却实现了与理想的400 L传统分批反应器相当的周产量。因此,与理想的分批合成工艺相比,连续流工艺在安全性、效率和产量方面均有优势。
工艺化学学术研究机构
利兹大学工艺研究与发展研究所 (页面存档备份,存于互联网档案馆)
参考文献
- ^ Roughley, S. D.; Jordan, A. M. The medicinal chemist's toolbox: an analysis of reactions used in the pursuit of drug candidates. J. Med. Chem. 2011, 54 (10): 3451–79. PMID 21504168. doi:10.1021/jm200187y.
- ^ Dach, R.; Song, J. J.; Roschangar, F.; Samstag, W.; Senanayake, C. H. The eight criteria defining a good chemical manufacturing process. Org. Process Res. Dev. 2012, 16 (11): 1697–1706. doi:10.1021/op300144g.
- ^ Trost, B. M. The atom economy - a search for synthetic efficiency. Science. 1991, 254 (5037): 1471–7. Bibcode:1991Sci...254.1471T. PMID 1962206. doi:10.1126/science.1962206.
- ^ In an academic perspective, Furniss, et al., in Vogel's Textbook of Practical Organic Chemistry, describes yields around 100% as quantitative, yields above 90% as excellent, above 80% as very good, above 70% as good, above 50% as fair, and yields below this as poor.[來源請求]
- ^ Van Aken, K.; Strekowski, L.; Patiny, L. EcoScale, a semi-quantitative tool to select an organic preparation based on economical and ecological parameters. Beilstein J. Org. Chem. 2006, 2 (3): 3. PMC 1409775
 . PMID 16542013. doi:10.1186/1860-5397-2-3.
. PMID 16542013. doi:10.1186/1860-5397-2-3.
- ^ Faucher, A-M.; Bailey, M. D.; Beaulieu, P. L.; Brochu, C.; Duceppe, J-S.; Ferland, J-M.; Ghiro, E.; Gorys, V.; Halmos, T.; Kawai, S. H.; Poirier, M. Synthesis of BILN 2061, an HCV NS3 protease inhibitor with proven antiviral effect in humans. Org. Lett. 2004, 6 (17): 2901–2904. PMID 15330643. doi:10.1021/ol0489907.
- ^ Yee, N. K.; Farina, V.; Houpis, I. N.; Haddad, N.; Frutos, R. P.; Gallou, F.; Wang, X-J.; Wei, X.; Simpson, R. D.; Feng, X.; Fuchs, V. Efficient large-scale synthesis of BILN 2061, a potent HCV protease inhibitor, by a convergent approach based on ring-closing metathesis. J. Org. Chem. 2006, 71 (19): 7133–7145. PMID 16958506. doi:10.1021/jo060285j.
- ^ Zeng, X.; Wei, X.; Farina, V.; Napolitano, E.; Xu, Y.; Zhang, L.; Haddad, N.; Yee, N. K.; Grinberg, N.; Shen, S.; Senanayake, C. H. Epimerization reaction of a substituted vinylcyclopropane catalyzed by ruthenium carbenes: mechanistic analysis. J. Org. Chem. 2006, 71 (23): 8864–8875. PMID 17081017. doi:10.1021/jo061587o.
- ^ Grela, K.; Harutyunyan, S.; Michrowska, A. A highly efficient ruthenium catalyst for metathesis reactions (PDF). Angew. Chem. Int. Ed. 2002, 41 (21): 4038–4040 [2022-07-20]. PMID 12412074. doi:10.1002/1521-3773(20021104)41:21<4038::aid-anie4038>3.0.co;2-0. hdl:11370/969f537e-6d3b-425c-abfa-1b41e7d0e330 . (原始内容存档 (PDF)于2022-08-15).
- ^ Wei, X.; Shu, C.; Haddad, N.; Zeng, X.; Patel, N. D.; Tan, Z.; Liu, J.; Lee, H.; Shen, S.; Campbell, S.; Varsolona, R. J. A highly convergent and efficient synthesis of a macrocyclic hepatitis C virus protease inhibitor BI 201302. Org. Lett. 2013, 15 (5): 1016–1019. PMID 23406520. doi:10.1021/ol303498m.
- ^ Bornscheuer, U. T.; Huisman, G. W.; Kazlauskas, R. J.; Lutz, S.; Moore, J. C.; Robins, K. Engineering the third wave of biocatalysis. Nature. 2012, 485 (7397): 185–94. Bibcode:2012Natur.485..185B. PMID 22575958. S2CID 4379415. doi:10.1038/nature11117.
- ^ Savile, C. K.; Janey, J. M.; Mundorff, E. C.; Moore, J. C.; Tam, S.; Jarvis, W. R.; Colback, J. C.; Krebber, A.; Fleitz, F. J.; Brands, J.; Devine, P. N. Biocatalytic asymmetric synthesis of chiral amines applied to sitagliptin manufacture. Science. 2010, 329 (5989): 305–309. PMID 20558668. S2CID 21954817. doi:10.1126/science.1188934.
- ^ Desai, A. A. Sitagliptin manufacture: a compelling tale of green chemistry, process intensification, and industrial asymmetric catalysis. Angew. Chem. Int. Ed. 2011, 50 (9): 1974–1976. PMID 21284073. doi:10.1002/anie.201007051.
- ^ Busacca, C. A.; Fandrick, D. R.; Song, J. J.; Sananayake, C. H. The growing impact of catalysis in the pharmaceutical industry. Adv. Synth. Catal. 2011, 353 (11–12): 1825–1864. doi:10.1002/adsc.201100488.
- ^ Johnson, M. D.; May, S. A.; Calvin, J. R.; Remacle, J.; Stout, J. R.; Dieroad, W. D.; Zaborenko, N.; Haeberle, B. D.; Sun, W-M.; Miller, M. T.; Brannan, J. Development and scale-up of a continuous, high-pressure, asymmetric hydrogenation reaction, workup, and isolation. Org. Process Res. Dev. 2012, 16 (5): 1017–1038. doi:10.1021/op200362h.